Content content
Since the advent of the Fourth Industrial Revolution, digital transformation has become an essential task for the manufacturing sector. HYOSUNG has embraced this shift by building smart factories to maximize the quality and productivity of its domestic and overseas plants. By introducing data-driven systems using IoT technology, HYOSUNG has transformed into a cutting-edge technology company, converting unfamiliar challenges into opportunities for growth through its innovative digital strategies.
Smart Factories: The New Innovation Engine for Manufacturing
In the past, the manufacturing industry faced challenges due to a shrinking labor force and rapidly shifting trends. As consumer preferences became more complex and product life cycles shortened in the 21st century, the need for technology that could produce the right products at the right time became crucial. Smart factories emerged as a solution to this challenge. These factories use digital technology to automate production processes and organically and intelligently connect each stage of manufacturing. The manufacturing industry has turned to smart factories to produce a wider variety of products more quickly while reducing costs.
The smart factory movement gained momentum in the 2010s, starting with Germany's "Industry 4.0" initiative. Among early pioneers, Siemens applied its "digital twin" technology, which it had been developing for 20 years, to its production processes. The digital twin is a smart factory system that allows for the simulation of the entire production process in a virtual factory, reducing operational risks. By analyzing real-time data from thousands of sensors, the system can identify defects and monitor production status. With this technology, Siemens achieved impressive results, reducing its defect rate from 0.05% to 0.0001% and increasing its annual production from 1 million to 17 million units.
The History of HYOSUNG’s Smart Factory: Built on Dedication and Mutual Growth
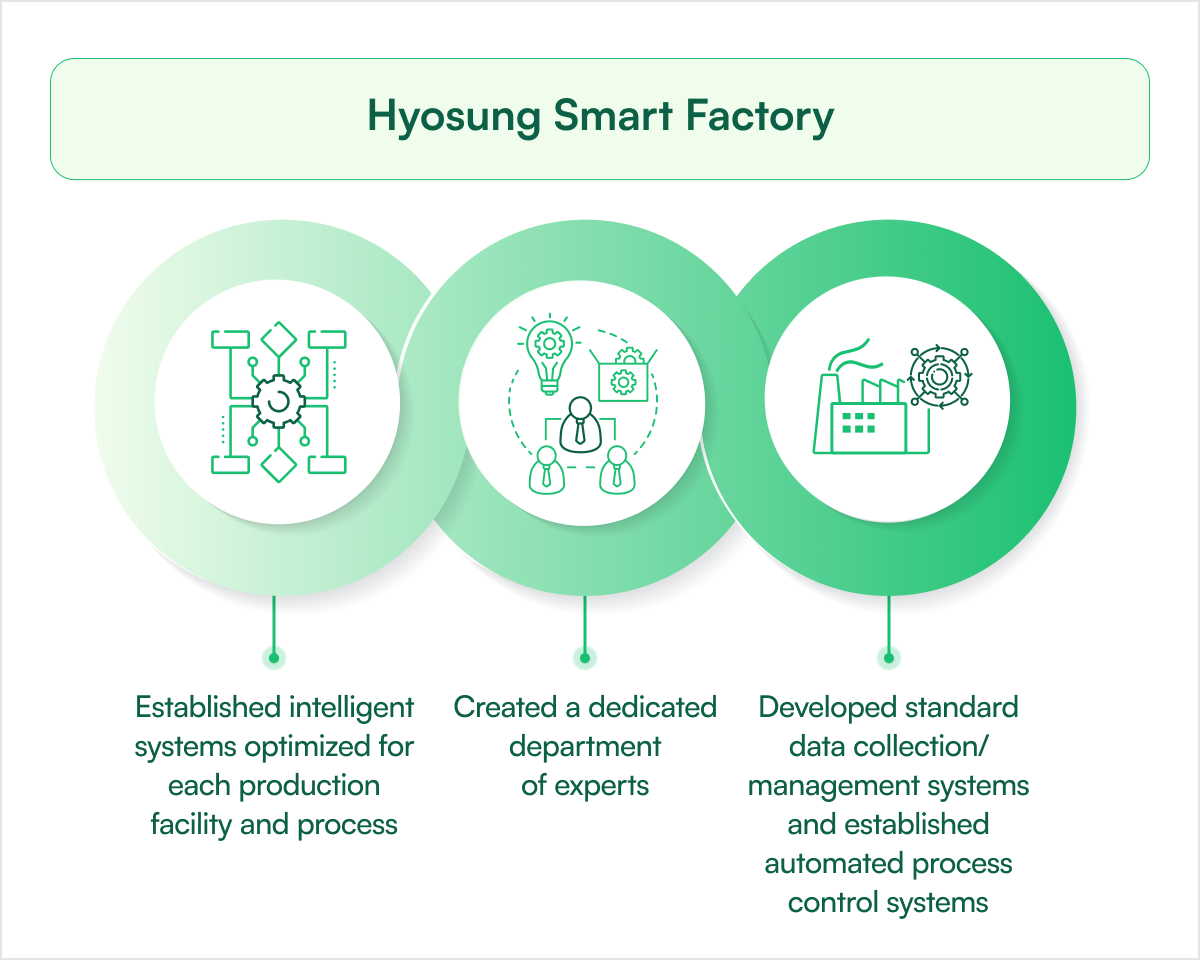
In the 2010s, South Korea also began to embrace smart factories, and HYOSUNG, a major player in the manufacturing sector, joined the movement. With Hyosung ITX at the forefront, the company developed core technologies necessary for smart factories, driving new growth. The essential aspect of smart factories lies in implementing intelligent systems optimized for each production process through the use of data and advanced technology. To achieve this, HYOSUNG formed a dedicated department of experts, built a strong foundation by establishing standard systems for data collection, management, analysis, monitoring, and automated process control tailored to each facility.
HYOSUNG’s smart factory system has gradually expanded to domestic plants like the Gumi and Yongyeon facilities of Hyosung TNC, and to overseas operations in China, Vietnam, and India. Since 2018, HYOSUNG has transformed its CREORA spandex production facilities in seven countries, including China (Qúzhōu and Jiāxīng), Vietnam (Đồng Nai), Brazil, and Türkiye, into smart factories. This shift has enabled HYOSUNG to produce high-quality products with consistent standards across the globe efficiently.
Moreover, HYOSUNG has shared the know-how gained during the development and application of its smart factory solutions with its partners, actively promoting mutual growth. In 2014, with the national project to "establish 10,000 smart factories by 2020," a collaborative atmosphere between large enterprises and SMEs was fostered. HYOSUNG supported its partners by providing process and quality consulting and implementing the ICT-QC initiative, which offered digital quality control systems. By pushing forward smart factory initiatives across all its subsidiaries, HYOSUNG continues to collaborate with its partners, ensuring shared progress and innovation.
Smarter and Safer with Smart Factories
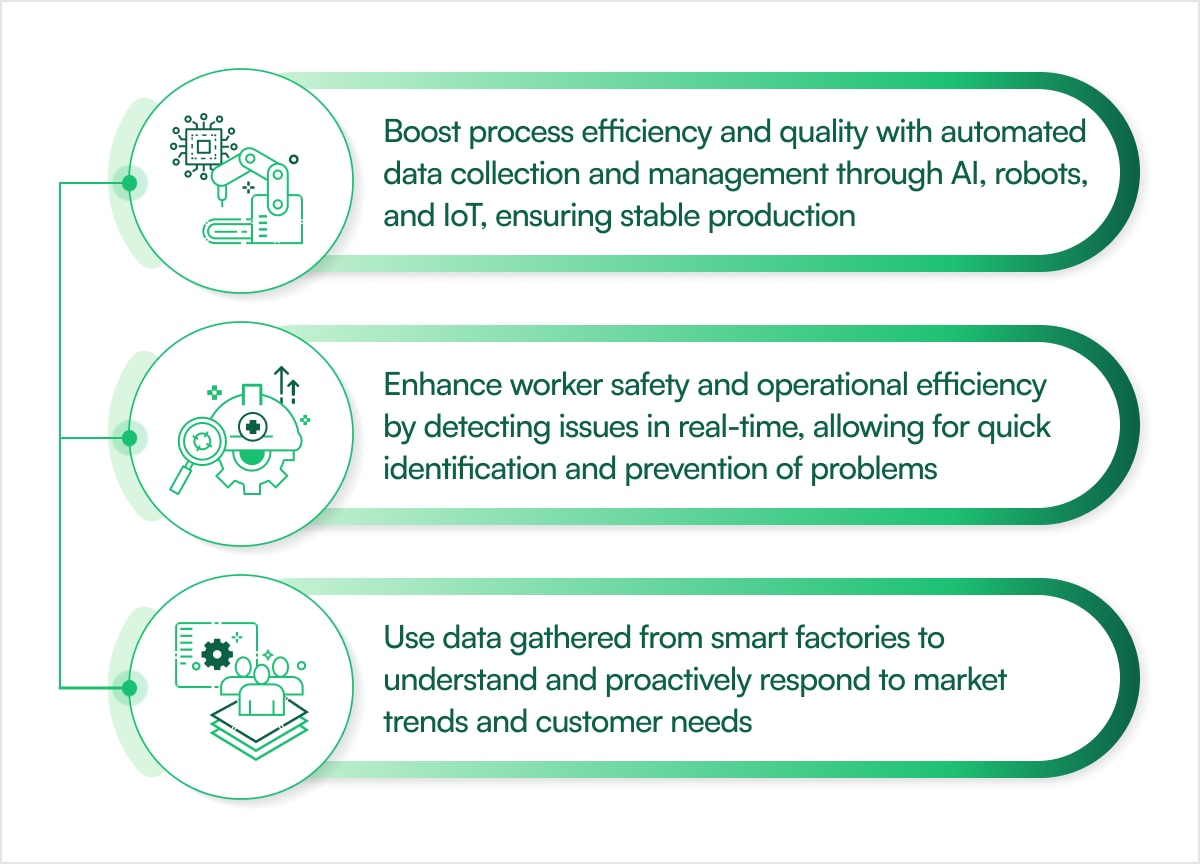
Since HYOSUNG implemented smart factories as part of its digital transformation strategy, process efficiency and product quality have seen significant improvements. In the past, workers manually collected and managed data, but with automated systems in place, everything from raw material imports to shipping, as well as equipment and workforce management, has become more streamlined. This automation has reduced process errors, improved quality, and enabled stable production of products with consistent quality regardless of the factory's location. For example, in 2020, the Vietnam branch implemented an IoT-based operation rate management system to calculate downtime by factor, analyze and improve worker movements, and ultimately enhance the operation rate.
Unexpected risks have also been greatly minimized. Hyosung Chemical, which fully transitioned its plants to smart factories in 2020, now integrates data collected through monitoring, quality management, and visualization systems when making process-related decisions. By detecting issues in real time, smart factories provide optimal solutions and prevent equipment malfunctions, thus ensuring worker safety and stable operations.
The data collected from smart factories also strengthens competitiveness by helping analyze customer purchasing patterns and demand. HYOSUNG utilizes data from its 27 production facilities to monitor market conditions, gather technical information, and address customer complaints. By adding customer relationship and experience management solutions to its existing smart factory systems, the company has upgraded its ability to respond proactively to market trends and customer needs. Since 2019, HYOSUNG has been conducting the "C-Cube Project," which builds a customer response process using on-site big data, and has brought the benefits of smart factories to overall business management to strengthen synergies.
Advancing Smart Factories for the Environment
Smart factories have become a key element in the ESG strategies of manufacturing companies, significantly boosting energy efficiency. HYOSUNG has optimized its smart factories across various sectors to manage energy consumption effectively. By employing advanced automation systems, the company minimizes unnecessary energy waste, leading to a reduction in greenhouse gas emissions.
Moreover, data-driven precision solutions help reduce product defects, leading to less waste. Through smart factory technology, Hyosung Chemical has been able to precisely control key factors in its processes and quality management, expecting to save around KRW 3.985 billion annually in operational costs. Additionally, by preventing technical malfunctions, the lifespan of equipment is extended, resulting in less waste and more resource savings.
HYOSUNG’s adoption of smart factories goes beyond merely improving production efficiency. It represents a company-wide digital transformation, setting new standards in manufacturing. By maintaining consistent product quality and responding swiftly to customer needs and market trends, HYOSUNG continues to enhance its global competitiveness. In the future, HYOSUNG plans to accelerate its digital transformation with smart factories at the core, driving continuous innovation for a sustainable future.